
ノズルの汚れ取り
プラスチック団子方式

ノズル表面に焦げたABSがこびりつきます。
プラスチック団子で汚れをはぎとる方法です。
ノズルの下にアルミ板を置いて「ロード」
STLデータは、zortraxライブラリにあります。

30分ほど冷ましたら、汚れと一緒にムシリ取ります。
「ノズル先端」が、きれいになりました。
ノズルの穴径を管理
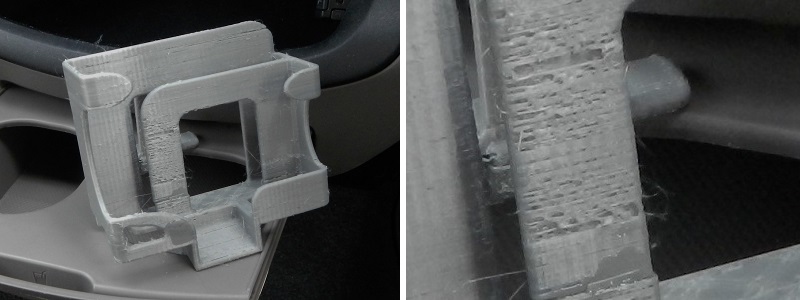
(成型温度が低い?)Z-PETGで出した失敗作です。
プラスチックの出が悪くて、デコボコ。
最近、フィラメント(成型温度)別にホットエンドを準備するべきだ・・・という記事を見かけます。同様に水溶性サポートも専用ノズル(ホットエンド)を用意する必要があるようです。
造形温度240度のABSを出した後に200度?のPETGを使ったとします。ノズルの中で焦げ付いたABSは200度では溶けないのでノズルの穴が狭くなる?。
この失敗作を出力したノズルは0.4mmの針金が通らなかったので、0.35mmの針金で清掃した物です。
→0.4mmのドリルキリを通せば元どうり!?。万一、ノズルの全長が短くなってもMシリーズのオートキャリブレーションは機能します。
→ダメ元でチャレンジ。
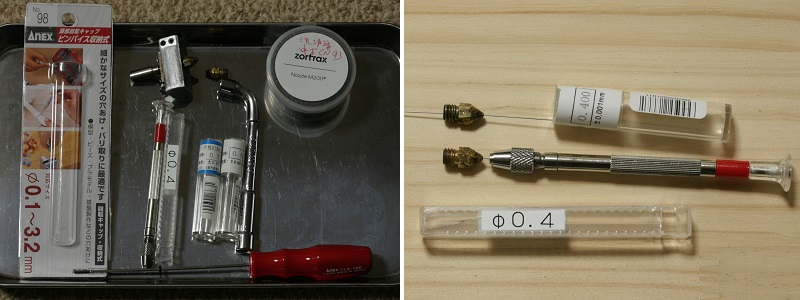
0.4mmのキリで穴掃除。
お、上手くいきました。0.4mmの針金を通して大成功!と思ったのですが・・・

新品のホットエンドと比較
あ。ノズルが密着していない。ダメです。
これではノズルが想定以上に冷却されてしまいます。
ノズルの内面の汚れを除去するために、今度は3.5mmのキリを買って来ます。(ノズルの内側に直径3.4mmのフィラメントガイドが通っています)
この後がタイヘンでした。
ホットエンドにノズルを密着させる
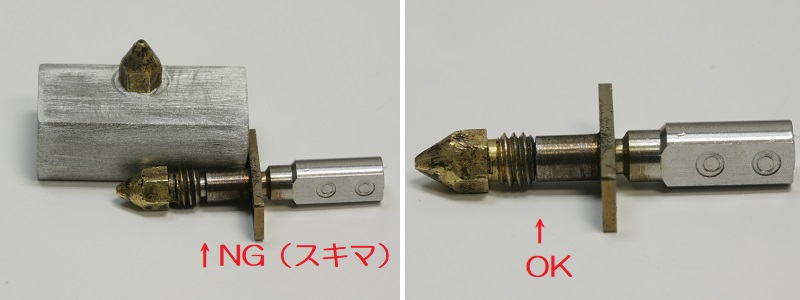
作業の目標→ノズルがホットエンド本体に密着して、温度がスムーズに伝達されるようにします。そのためには、ホットエンド内部でフィラメントガイドがノズルにスキマが無い状態で刺さらなければいけません。
*さすが、キッチリ設計されています。
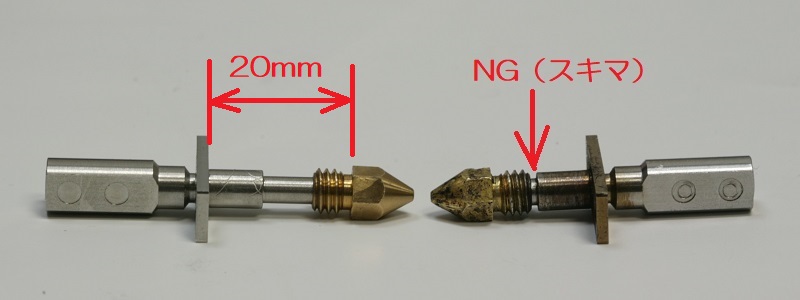
*ノズルと四角いプレートの間隔を20mmにします。

ネジはM6でした!
ノズルのネジ山が、ん?M6のように見えます。透明なプラスチックナットに嵌めたらピッタリ!。→タップを使って清掃できます。

ネジ穴を清掃
ホットエンドからフィラメントガイドを外すのに、ハンマー登場!
*その他バイスとかモーターレンチとか色々使いました。(汗)
無理やり外しましたが、先端部分が太ってしまったようです。
(フィラメントガイドを付けない状態で)ノズルを奥までネジ込めることを確認します。

3.5mmのキリでノズルのネジ部分の内側の穴掃除。(ノズルの内側に直径3.4mmのフィラメントガイドが通っています)
新品のホットエンド内部との比較
仮組みをして、厚み20mmのホットエンドに密着する事を確認します。
右側のようにスキマが残る場合はフィラメントガイドの先端が太ってしまっているようです。ダメモトで、平ヤスリを使ってスキマが無くなるようにしました。

試運転
問題を起こしたZ-PETGで試運転を行いました。
ロード→最初はカールが強くてひっかかり。フィラメント先端のカールを伸ばしてやりなおし。
3回ロードを実施しました。(通常は2回)
出てきたフィラメントの太さは0.35mm。太さも均一で、良さそうです。

ラフトを作っている時に細い場所ができていません。改善していいます。(プラスチックの出方が不安定なのは、ここで判ります。)
造形が始まったら、ラフト作りの途中まで確認するようにしましょう。(太い橋げたの上に細い線を引き始めるまで)
造形物もきれいに造形されています。(PET-Gは耐薬品性と弾性を特徴とするフィラメントなので、ABSほどの仕上がりは期待できません。)