ファームウエアとスライサー
ファームウエア
2018年5月。ファームウエアをチェックしました。
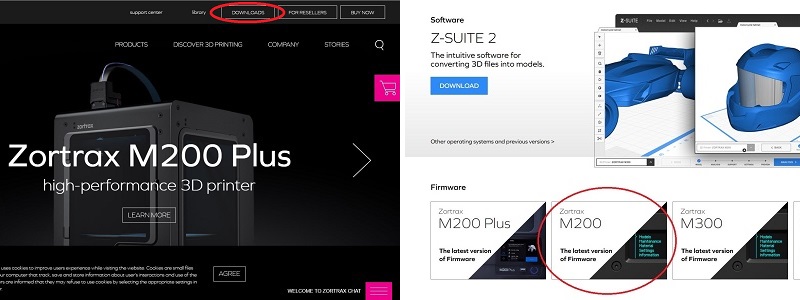
zortrax.comを開きます。→ダウンロードページ
スライサー(Z-Suite2)とファームウエアがありますが、FirmwareのM200を選びます。
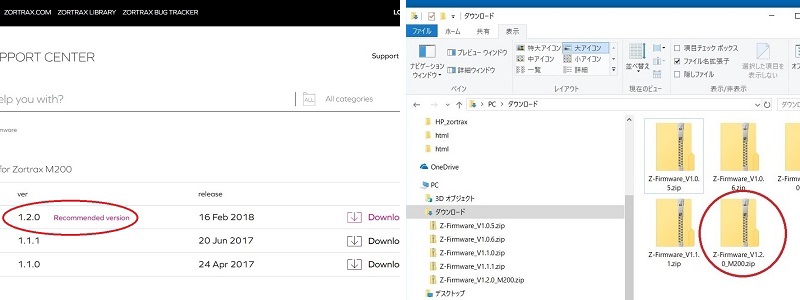
最新版1.2.0をダウンロードします。古いバージョンもダウンロードできます。
*1.1.1に戻した事もありますが、1.2.0の方が良さそうです。
windowsPC だとダウンロードフォルダに圧縮ファイルが入っているので、中の「Update.bin」を、ZortraxM200に付属してきたSDカードにコピーします。→M200にセットして電源を入れれば勝手に認識してインストールされました。
*手持ちのSDカードでも使えましたが、マイクロSD+変換アダプターよりも、元祖SDカード(2GBまで)が確実です。(USBに変更されてしまった原因?)
最新スライサー Z-Suite2
*2018年5月現在 zortrax 専用スライサー Z-Suite は2.6.0.0 です。
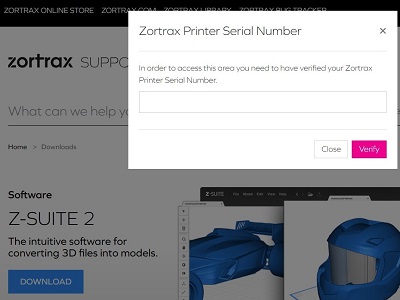
Z-SUITE2の『DOWNLOAD』をクリックするとシリアルNoを要求してきます。
*お試し版があれば、FabLabに入りやすいのに・・・
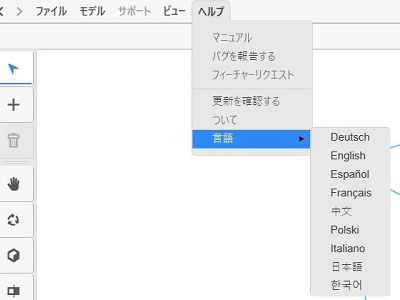
*日本語表示を指定できるようになりました。!
.stl ファイルをダブルクリックして自動起動。
*初回はマシンを指定する画面になります。→M200
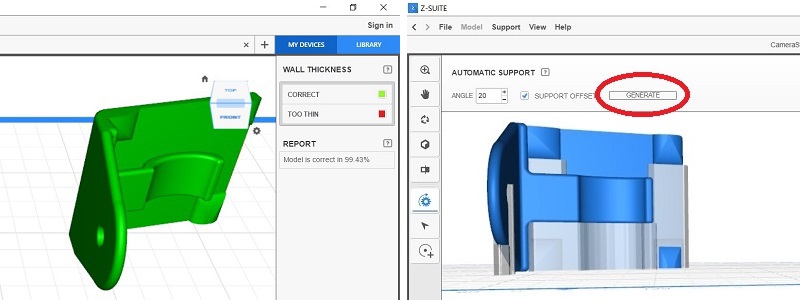
「ANALYSIS」→(「ANALYSIS」画面。)
*極端に薄い場所は赤表示になると思います。
「SUPPORT」をクリック→(「SUPPORT」画面)
*「GENERATE」を押すのを忘れずに。
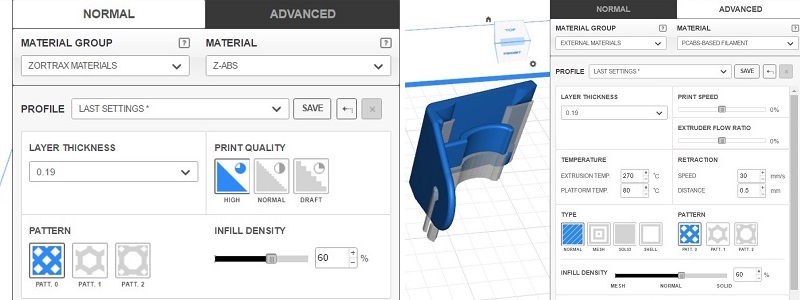
「PRINT SETTINGS」→(「PRINT SETTINGS」)
純正フィラメント(ZORTRAX MATERIALS)を使う場合は「フィラメントの種類」、「DEFAULA MODE」を指定して、
「LAYER THICNESS」(私は通常0.19)、
「PRINT QUALITY」(私は通常HIGH)
*「HIGH」はヘッドの移動速度が遅くなるので可動部分の消耗も少なくなります。
「PATTERN」(内部構造)→PATT.0(四角)を指定
*6角にすると時間がかかりそうです。
「INFILL DENSITY」は、通常30%(大きくすると収縮→変形の原因になります。)
*80%設定で強度アップしたいのですが、40%まででガマンしています。
社外フィラメント(EXTERNAL MATRRIALS)「ABS-BASED」を指定すると「ADVANCED」モードになります。
Polymaker PC-Maxの条件をセットします。
「Extraction TEMP」(290℃まで指定可能)→270℃
*PC(ポリカ)を使うには270℃以上が必要!
「Platform TEMP」(105℃まで指定可能)→80℃
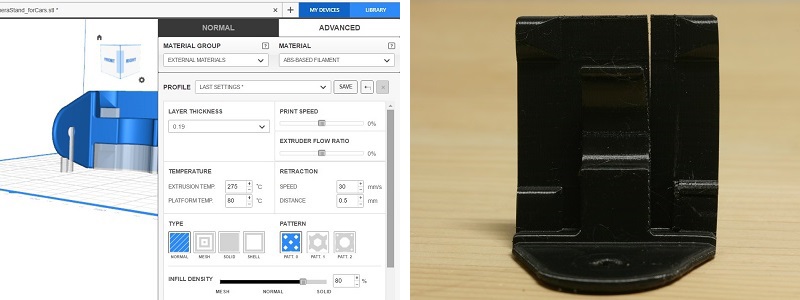
インフィル(充填密度)→80%→積層面が割れました。→40%
*RETRACTION (後退)ヘッドがジャンプするときにフィラメントを引っ込める距離です。(糸引き対策、標準:0.5mm)
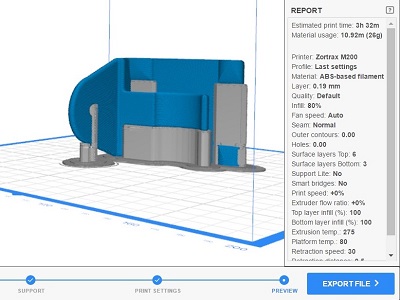
この画面で『EXPORT』を押すと、zortraxM200用の印刷データが出力されます。
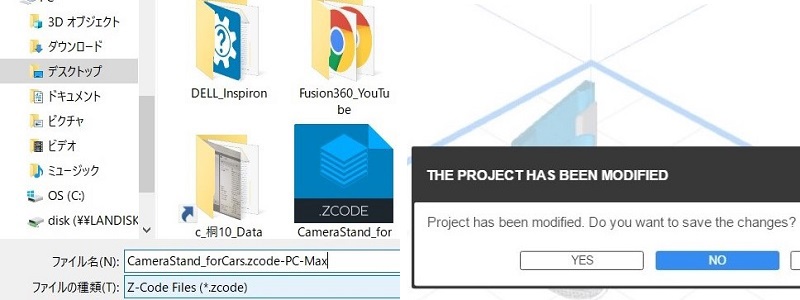
フィラメントを色々変えて印刷する時は、自動生成されるファイル名の後ろにフィラメントの名前を追加するのがお勧め。
印刷条件のテキストファイルも出力されますが、指定解除もできます。
最後に「プロジェクト」を保存するか?と聞いてきますが、通常不要なので「NO」。
SDカードにコピーして試作!

右はインフィル80%指定→アーム部分が収縮
ABSの宿命です。 サポートに乗った部分が縮みやすいので、レイヤー0.19mm以上、インフィル40%以下が縮みに対して有利です。
左はインフィルを40%にした物です。
*雲台を軽量(50g以下)な物に交換して、バランスを良くしました。