ポリメーカーのフィラメントをテスト
zortraxM200のスライサー「Z-Suite」が社外フィラメント対応になり、造形温度を290℃まで自由に設定できるようになりました。ポリカーボネート(PC)を使えます!。「ポリカ」フィラメントを探していたら、「Polymaker社製3Dプリンターフィラメント日本総代理店」https://www.poly-maker.jp/を発見しました。
Sample Package プレゼントキャンペーン
「在庫がなくなり次第終了」他条件付でしたが、
・PolyMax PLA(45g)
・PolyLite ABS(45g)
・PolyLite PLA(45g)
・PolyLite PETG(45g)が送料込みで¥0円!
気になっていたPLAフィラメントと、「強化PLA」を試すチャンスです。
主な印刷条件(共通部分)
(FabLab で使いそうな条件にしました。)
プリンター: Zortrax M200
Z-Suite : 2.6.2.0 (日本語表示)
層(レイヤー): 0.29 mm ( 約 0.3mm )
インフィル: 30%
ファンのスピード: 自動
印刷スピード: +0%
推定印刷時間: 2h 12m
マテリアルの利用: 8.70m (21g)
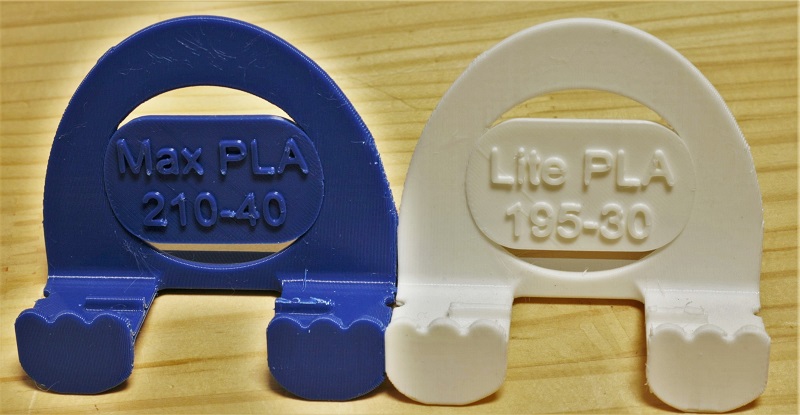
PolyLite PLA
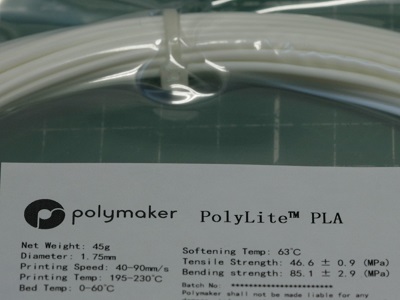
造形温度が一番低いPolyLite(普通)PLAから。
推奨温度195~230℃の中で、温度探しが大変でした。(一番下の195℃ 30℃で成功)
*造形温度を10℃変えると仕上りが変化します。
zortraxの穴あきプレートがツルツルして食いつかないので、マスキングテープを使うきっかけになりました。(厚さがある資材は使えません)
*マスキングテープは、粘着剤が「アクリル系」の物が糊残りしなくてオススメです。
*造形前の簡易キャリブレーションでタッチするのは前側と中央電極だけなので、ビルドプレートの奥から30mm幅テープを3列貼りました。
*毎回貼りなおすので、ビルドタックのような劣化の心配がありません。
*ラフトがキレイにできたら、後は大丈夫!。

かなり良い仕上がりです。色が白のせいか、サポートやラフトからはがした跡も気になりません。積層痕がきれいに見えるのは良い造形です。
冬になってABSの収縮が強烈になったら、このフィラメントでしのぐ事になりそうです。
PolyMaxPLA
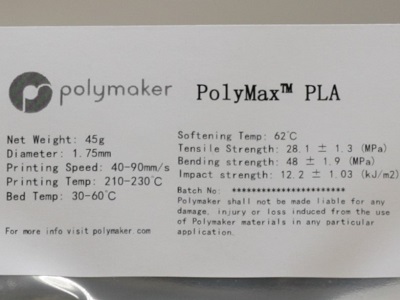
PLAより強度がありまが、軟化温度が62℃では車内用小物に使えません。
*Softening Temp(軟化温度) を公開しているのは自信の表れ?安心です。
*HPでも公開してほしい情報です。

推奨温度の中で一番低い210℃ 40℃で造形しました。ツヤのあるPLA?。ABSと違って収縮もありません。「糸引き」が気になりますが、簡単に除去できるレベルです。
強度があるのはPolyMaxPLAですが、(普通の)PolyLitePLAの方が肌がきれいです。
PolyLitePETG
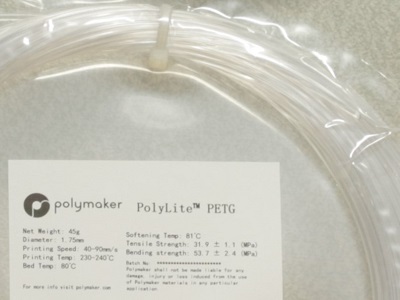
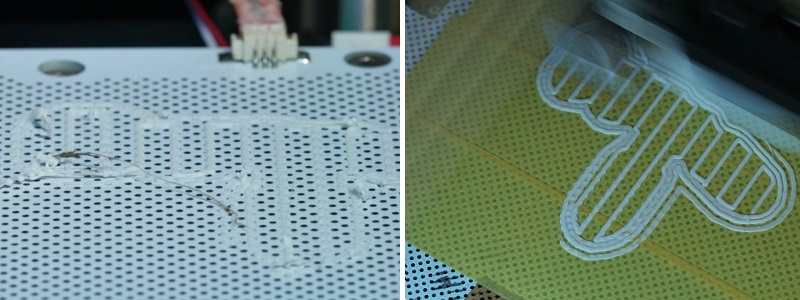
透明フィラメント。これを使えたら楽しいですね。zortrax純正のPETGは送り機構がスリップして問題ありでした。Polymaker製のPETGは?。
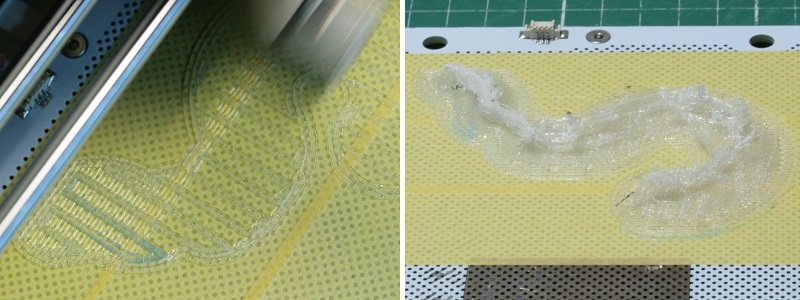
スタートは良かったのですが、カカカカ・・・というスリップ音。出てくるプラスチックの量が少なくなり、造形失敗。残念。
*zortraxM200plusのエクストルーダーは改良されてZ-SEMIFLEX対応になっています。
zortrax純正のZ-PETGでは、フェルト帽子のような不思議な造形ができました。→YouTube動画
PolyLiteABS
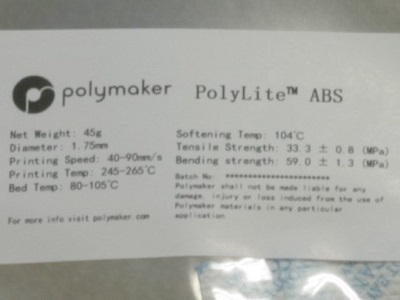
今回の主役?ABSです。
*SofteningTemp(軟化温度)を見てビックリ。104℃!。車内温度が100℃を超えることはありません。採用決定です。
*熱湯テスト用マグカップを作り、100℃のお湯を入れても大丈夫でした。
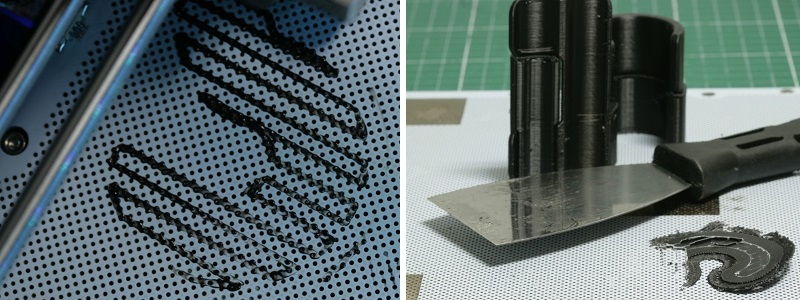
車内で使うスマホトレーで強度テストをしました。最初、プラスチックの出が悪くて心配しましたが、前に使った透明PETGの影響のようです。ラフトを造形しているうちに復活しました。造形終了後に「はがれない」事件が発生。
*その後、「目詰まりさせてマスキングテープ無し」に移行しています。
*ABSのニオイは、純正より少しだけマシです。
*グレーをテストしたところ、粘着力が極端に強く、サポート除去ができない事件が発生しました。ティールと白がお薦めです。

クルマのハンドルに付けるスマホトレー。強度と弾力性が必要ですが、合格!。

ティールと白は粘着力が弱い?
色の濃いPolyLiteABS(黒、グレー)は、粘着力が強く、ティール、白とは別物のような気がします。→使いやすいのはティール、白ですが、積層面剥離が問題になるデータ用にグレーを温存しています。
マスキングテープ方式で265℃ 105℃で造形しましたが、許容範囲の糸引きと、表面の荒れが気になります。(255℃ 100℃にしたら改善)
*試しに「Z-ABS」指定でプリントしました。265℃ 105℃に似た仕上がりで、難ありでした。(マスキングテープの場合、255℃ 100℃で良さそうです)
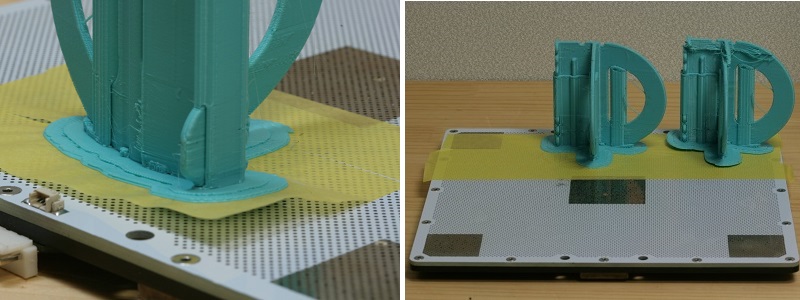
手配したABS(ティール=緑がかった青)が届いて、テスト再開。テープの粘着力がABSの収縮に負けて、はがれてしまいました。→マスキングテープをビルドプレートの端から端まで貼れば大丈夫です。
*マスキングテープ貼りは面倒なので、(ほとんど目詰まり状態にして)マスキングテープ無し240℃80℃で1kg使い切りました。(後日、ビルドプレートのメンテナンス)
*仕上がりが同等ならば、温度が低い方がプレヒートが早くてエコです。
今は後ろ側を使っていますが、小コネクターをスクレーパーで飛ばしてしまう恐れがあるので前側がお薦めです。
*電極部分は付きが良いので、ラフトはがれが出た時にマスキングテープ無しで中央配置にします。
*(Fusion360のZ軸)高さ50mmのデータをプリントしましたが、±0.1mmでした。
念のために熱湯テスト

信用してはいるのですが、・・・約60ccのマグカップを作り、熱湯を入れてみました。
漏れないし、(お湯を捨ててから)握ってもしっかりしています。実用強度ありました。
熱湯テスト用カップ「cup2018-10-23test.stl」ダウンロード
ヒューム(プラスチック蒸気)が発生

PolyLiteABS(ティール)を1kg使った後でエクストルーダーの汚れを発見。
ヒューム(粘性物質、凝縮固体粒子)=公害の元?と思われますが、3Dプリンター内で吸着してしまえば問題ないと思います。
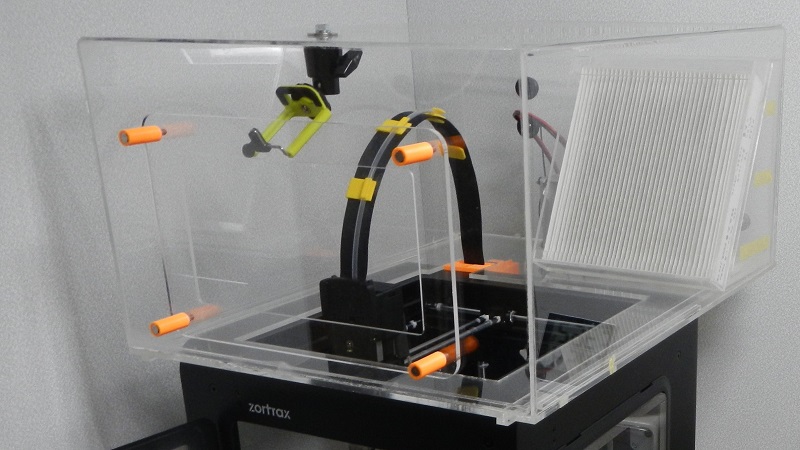
2019年から自動車エアコン用フィルターを利用した集塵フィルターを使用しています。
一般的な設置方法ではなく、(スイミングプールと同じ)循環式にしました。吸着効果が高い方式ですが、熱がこもります。
*3Dプリンターにとって、マザーボード以外の場所で(30度~80度の)熱がこもるのは歓迎すべき現象です。
→ニオイが解消したので換気扇を回さなくてOKです。保温効果もありそうです。
PolyMaxPC(PC-Maxから商品名変更)

ポリカベースのフィラメントです。
(110℃を超える高温に耐えることができます。)
車内用スマホ立てなどの「本番用」に使っています。
紫外線に強いポリカは、カーポートの屋根など屋外用資材として実績があります。
*ABSより収縮するので、室温が15℃以下だと要注意です。
*造形室内の保温が仕上りに影響します。ビルドプレートから離れた場所が特に危険なようです。ラフト付近が大丈夫でもサポートの上ではがれる事があります。
ABSと比べると硬い素材で、zortraxのビルドプレートからはがすのに苦労します。
この時、積層面が剥離する事もありました。(アクリル用接着剤で補修しました)
久し振りに手配したら、リールが幅広になっていました。よく見ると、芯の部分の直径が大きくなっています。これは進歩!
*以前のリールは芯の部分の直径が小さいためカールが強く、zortraxM200では送り不良が発生していました。(最後まで使えないフィラメント)
これからは気持ち良く使えると思います。
他のメーカーのフィラメントもリールの直径が小さい物はカールによる影響がありそうです。(輸送コストはかかりますが・・・)
使用例です。層(レイヤー): 0.19 mm 、
カーナビのフードを作りました。決まればスバラシイ光沢ですが、・・・

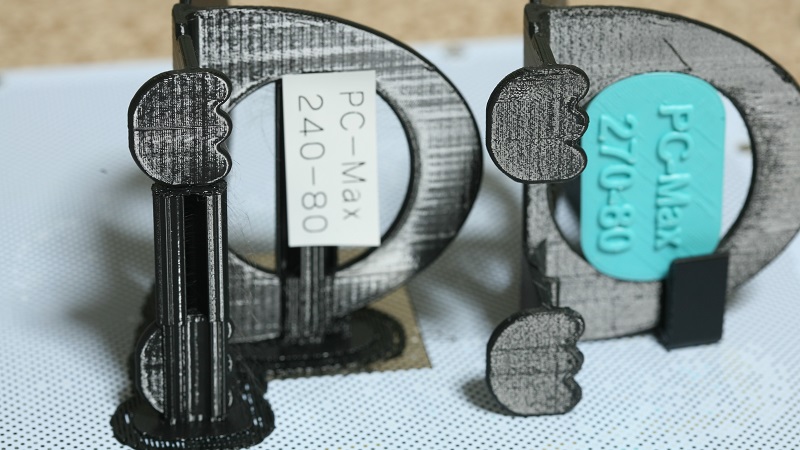
テスト用スマホ立てを270℃、260℃、240℃(80℃、30%)で造形しました。見た目は240℃が有利?
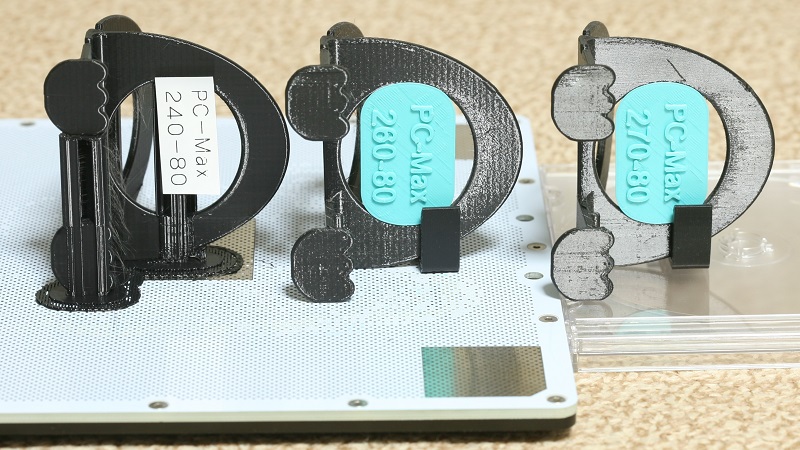
270℃と、240℃の比較。270℃の方がツヤがありますが、240℃でも造形できました。