
MUTOH MF-1100
カインズ 浦和美園店の3Dプリンターは、MUTOHの「MF-1100」。ビルドプレートが前後に動くタイプです。
フィラメントは直径3mmのPLA(赤、黄色、黒、白)でした。(要確認)
ムトーのスライサーと制御ソフトは日本語化+公開されているので、使いやすさ一番です。(自宅で練習、計画ができます)
*MF-1100は販売終了で、後継機はMF-2200Dです。
*2018年12月にリコーのHPで見かけました。手配可能なようです!。
*リコー経由であれば、コピー機と一緒にメンテナンスしてもらえる可能性もあります。
*zortraxM200本体は日本語対応しておらず、日本語ファイル名が「豆腐=□」になります。→自然な日本語で使える作業環境は高得点!。zortraxの高性能スライサーZ-Suite2は(少し怪しい)日本語表示可能になりました。!
ムトーさんの良いところは、日本語でコミニケーションができる事と修理対応をしてくれる事。輸入品とは、ここが大きく違います。
*このページの情報は、2018年8月の物です。
日本語版cura公開中!
MUTOH製3Dプリンター最大の長所は、完成度の高い日本語アプリ。「Cura_Value3DMagiX」と「Cura」、「slic3r」。
*現地PCにCuraはインストールされていません。
MUTOH MF 1100 Cura と slic3rの違い(YouTube)
テスト用データ「sanli_mini_stand.stl」(ごろ寝用スマホ立て)
*curaが生成するGコードデータはサポートが極端に少ないため、造形失敗のリスクが高いです。上部に橋をかけるような形状は?ですが、「取っ手がないコップ」ならCuraの長所が発揮されます。(時間短縮効果 大)
3Dプリンターを選ぶ時は本体性能の他に、「スライサーの使いやすさ」も把握できるとベターです。
スライサーソフト slic3r 1.2.9
現地のPCにcuraがインストールされていないので、slic3rがメインになります。
武藤工業のダウンロードページからダウンロード→インストール。
日本語マニュアルも発見しました。
制御ソフトMF1100(pronterface)もインストールしましょう。(予想印刷時間を知るために必要)
起動したら、MF1100(3mm PLA)でパラメータ設定済みでした。さすが日本メーカー。
テスト用データを準備
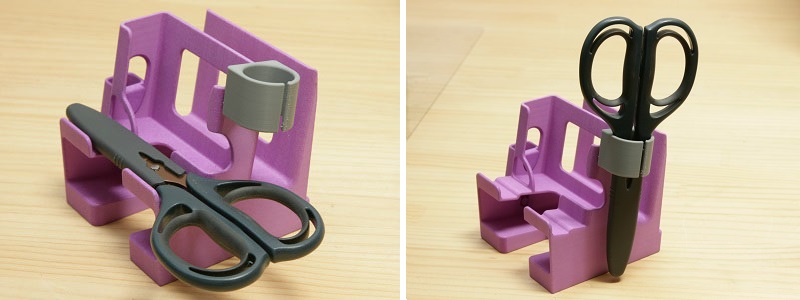
フィラメントがPLAなので、(車内用小物はダメ)室内用の小物の準備をします。
以前作ったスマホ立てに「ハサミ立て」を追加する事にしました。
*灰色の部分だけです。↓
テスト用データ「hasami.stl」 クリックするとwindows10 なら「ダウンロード」フォルダに格納されます。
*輸入品の3Dプリンターは日本語ファイル名を表示できないので、半角英数字(シングルバイト文字)のファイル名です。
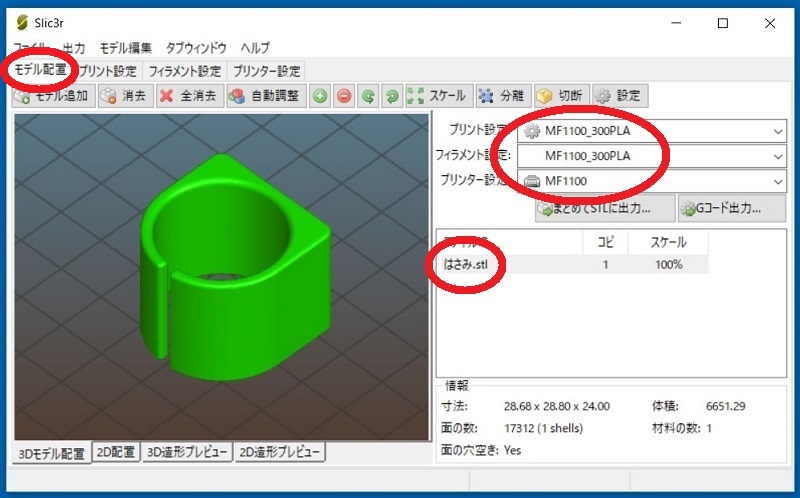
MF1100の専用スライサー(slic3r1.2.9)は日本語ファイル名を表示できるので、「はさみ.stl」に名前を変えて持ち込みます。
垂直方向にまっすぐ積み上げるデータは、3Dプリンターの性能を確認するのに好いです。
データ hasami.stl (はさみ.stl)を「モデル配置」タブの格子部分にドロップするだけでした。
*stlファイルをデスクトップに置いておく事がコツですが、現地のPCの都合で「ピクチャ」フォルダを使用しました。
*「モデル追加」→「ファイル名を指定」でも同じ。
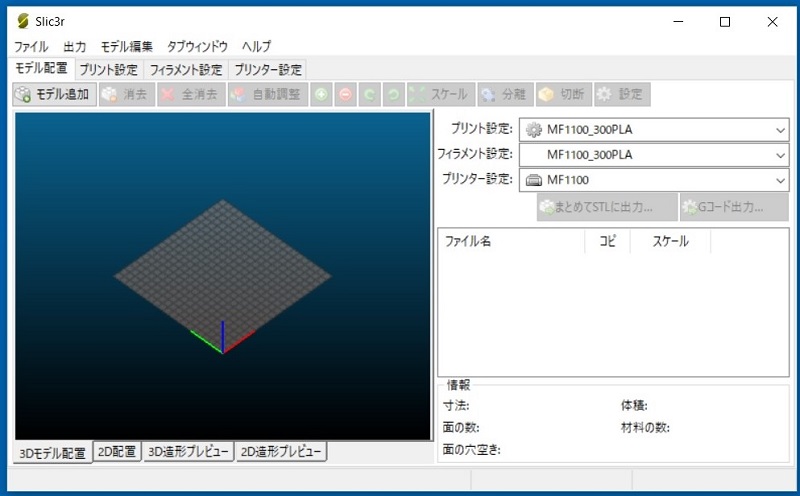
モデル配置タブ
「プリント設定」、「フィラメント設定」が「MF1100_300PLA」、「プリンター設定」が「MF1100」になっている事を確認します。
*念のため、「寸法」も確認します。
プレビューが緑色になっていますが、データにエラーがあると赤表示になると思います。 日本語ファイル名も大丈夫。順調です。
プリント設定タブ
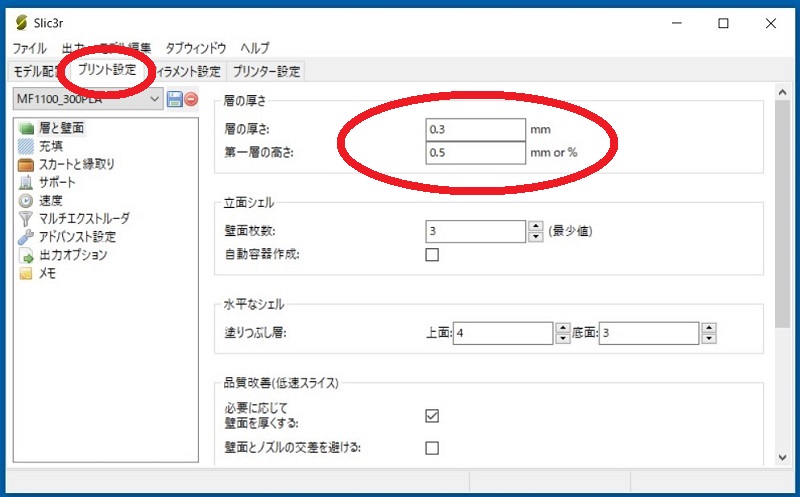
レイヤーの厚さは標準で0.3mmでした。
(最初の1層だけ0.5mm)
*現地で「制御ソフト」を動かして確認したら15分!→0.1mmに変更しても45分でした。(速い!)
「第一層」の0.5mmはラフトでした。
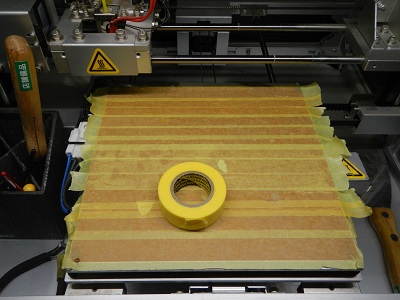
マスキングテープをビルドプレート全面に貼り付けていました。造形を行うとはがれるので、セルフで貼り直しをします。
フィラメント設定タブ
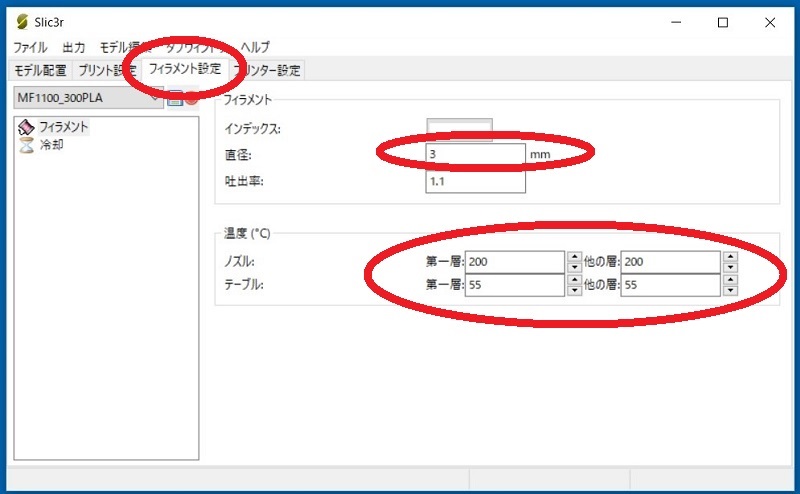
フィラメント直径は3mmで、makerbot(メーカーボット)やUltimaker(ウルチメーカー)と同じでした。
*「PLAは3mm」という伝統?があるようです。
ノズルの温度は200℃(やはり低め)
テーブル温度は55℃。(現地の設定は50℃)
プリンター設定タブ
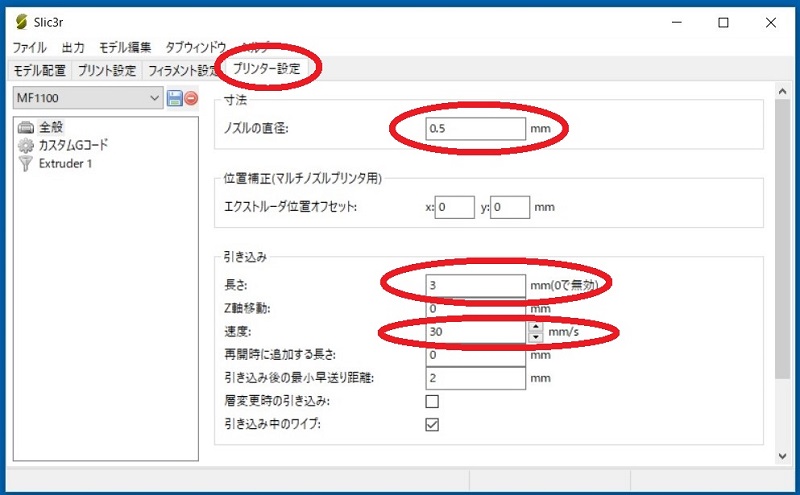
ノズル直径0.5mm (主流は0.4mm)
「引き込み」は糸引き防止のため、フィラメントをバックさせる距離かと思います。
「速度」 30mm 仕上がりを考えるとこのくらいがベターです。(現地の設定は35mmでした)
*スピードを上げると品質に影響が出そうですが、時間調整が必要な場合は変更可能との事でした。
Gコードファイルを出力
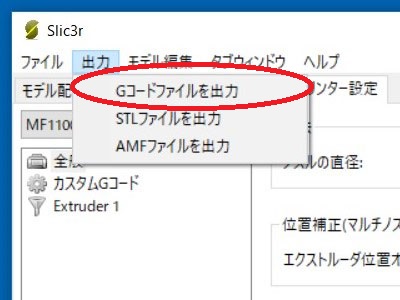
「出力」→「Gコードファイルを出力」
stlファイルと同じデスクトップが出力先になっていて、「はさみ.gcode」が出力されました。(現地では「ピクチャ」フォルダを使用)
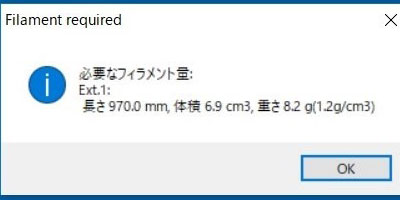
フィラメントの消費量が表示されました。予想印刷時間が出ないのは残念。(予約時間数を読めません)
→制御ソフトMF1100(pronterface)をダウンロード→インストールしてGコードを「開く」で「予想印刷時間」を確認できました。(これもバッチリ日本語!)
*予想印刷時間の他に、現地での段取り、プレヒートで20分程度は必要です。→予約
7月に利用した時のプレヒート時間は(造形時間22分に対して)5分でした(約25%)。→冬は30%必要?
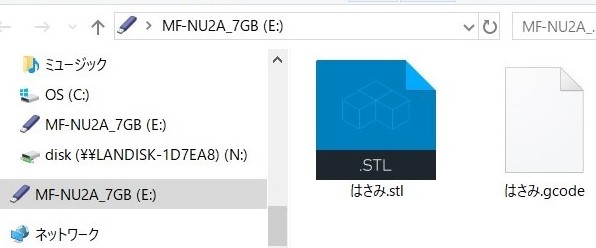
デスクトップのはさみ.stl をUSBにコピーして準備完了です。
*USBメモリは古い2.0 (8GB以下)が確実です。(現地のPC結構古いような・・・)
予約ページで3時間予約を入れます。モノによっては3時間を超える可能性が大アリなので、「予約できるのが3時間まで(延長可能)」と理解しています。
*層の厚さ(レイヤー)は、予想印刷時間を見ながら調整します。(時間が余るようなら0..1mmや0.2mm設定に変更できます)
埼玉スタジアム2002イベントスケジュールを確認 (メインスタジアムのイベントだけが問題?)
3時間予約を入れました。(空いていれば延長可能)
現地での操作は、YouTube に動画をアップしました。
MUTOH MF 1100 720p - YouTube
Curaで作ったGコードが造形失敗→slic3rでやり直し
「MUTOH MF1100 Cura 720 - YouTube」
ABS 1.75mm の設定は?
ABS 1.75mm 設定をテストしました。
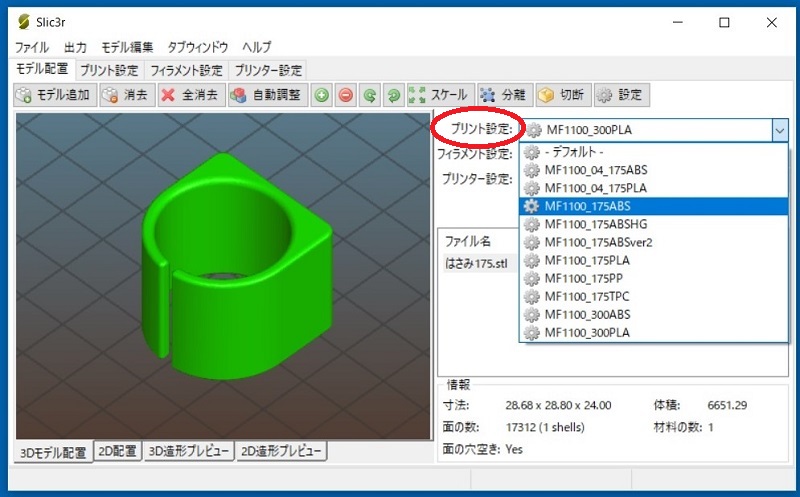
「モデル配置」タブで「プリント設定」。PP(ポリプロピレン)があります!
*食品容器に使われる材質で今まで無かったフィラメントです。
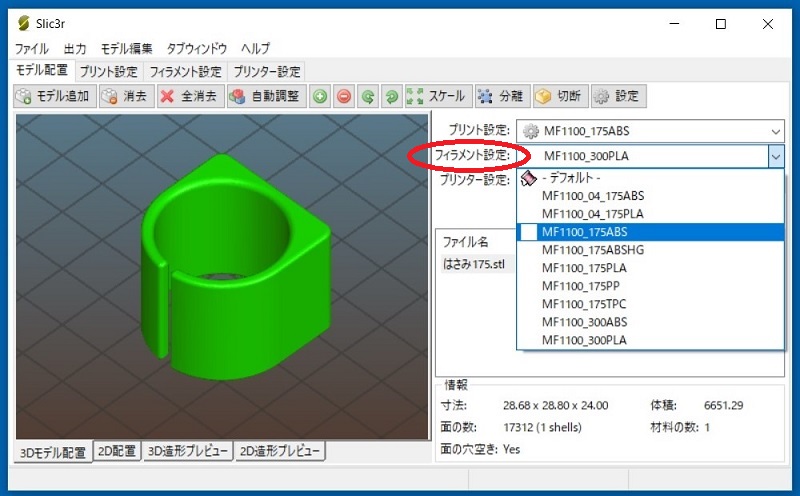
引き続き、「フィラメント設定」を「175_ABS」にすれば完成。
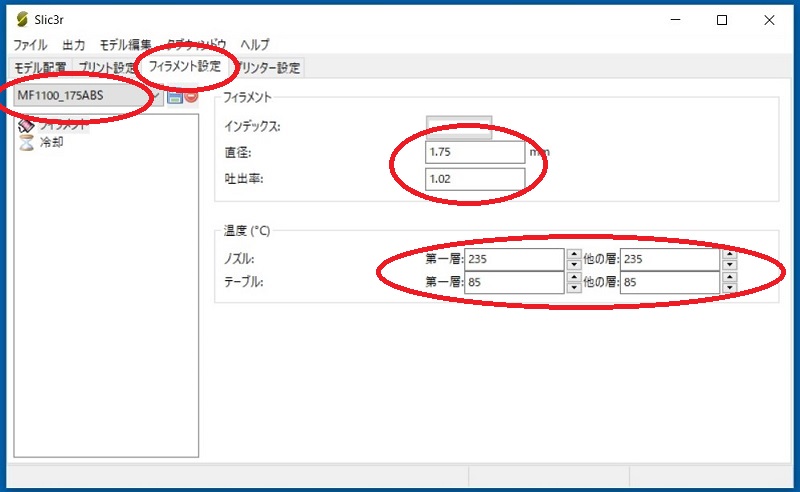
「フィラメント設定」タブで、造形温度を確認します。
235℃になっていました。
この使いやすさは最高です。
サポート設定
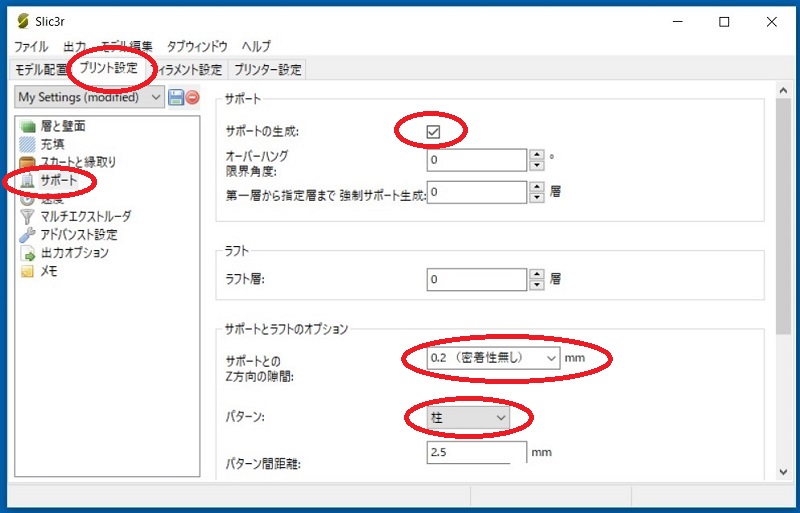
「プリント設定」の「サポート」で、「サポートの生成」にペケを付けます。
デフォルトのPLA用のサポートが設定されます。
Z方向の隙間0.2mmはビックリです。浮いていれば、はがした跡が残りません。
*ABSではありえない設定。
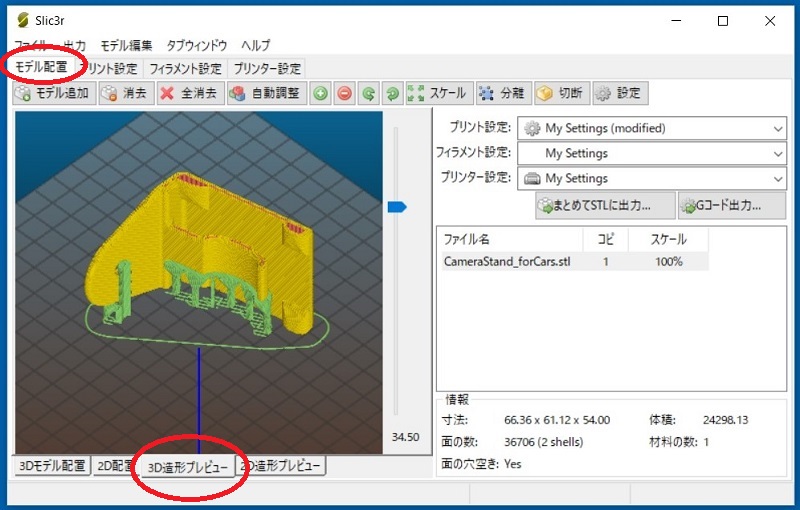
「モデル配置」タブの「3D造形プレビュー」でサポートの確認をします。
ABS用はもっと強力に作る必要があります。
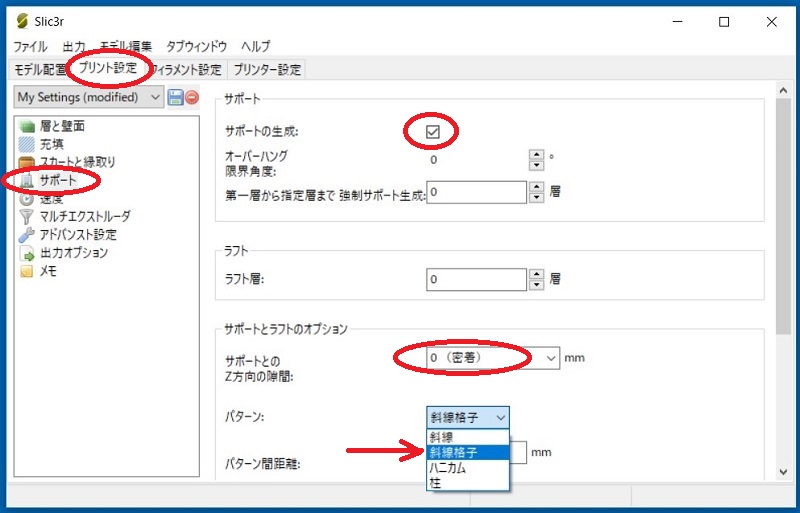
」Z方向の隙間を0(密着)にして、パターンも(豪華仕様)斜線格子がお勧め。 ABSの収縮は手ごわいです。 ↓失敗例(ABSフィラメントが収縮した様子)

*落ちたらヒサンなので強度も必要です。
インフィル(充填密度)
上の写真のサンプル(ABS)は、ベロをバネのように使ってドアガラスを挟むので強度が必要。インフィルを80%にしたら、収縮でサポートから浮き上がってしまいました。(PLAは収縮が少ないのでこういう心配がありません。)
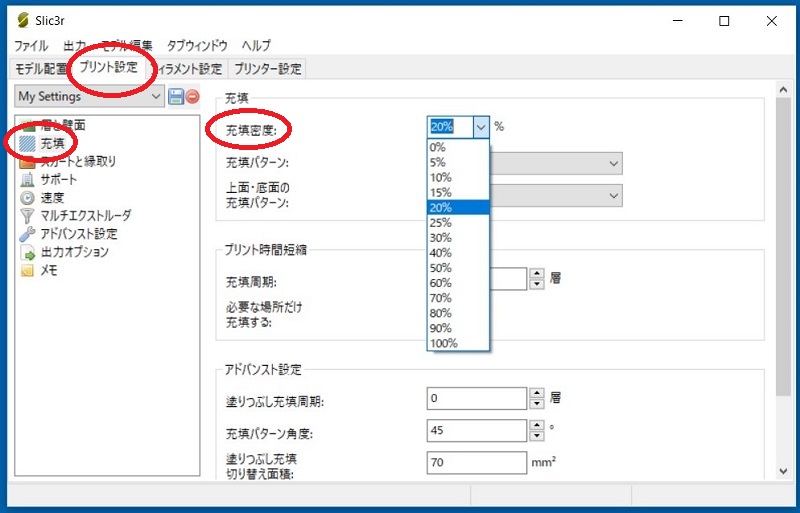
標準設定は20%でした。強度が欲しい時は最低40%にしたいところです。
スライサーソフト Cura 15.04_Value3DMagiX(windows)
武藤工業のダウンロードページからダウンロードして、インストール。
サポートを少なくして印刷時間を短縮する設計?→スマホ立てのプリントが失敗しました。→ サポートに依存する3Dデータはの slic3r の方が確実です。
YouTubeに動画をアップしました。
https://youtu.be/wiAow0imyxs
現地のPCにインストールされていないのですが、優れ物。
*設定を変えるたびに予想印刷時間を再計算します。
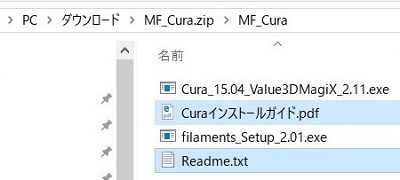
ダウンロードしたファイルを実行すると別フォルダが生成されます。
*インストール手順はPDFを参照してください。
Cura 15.04_Value3DMagiX_2.01.exe を実行するとインストールが始まります。
次にfilaments_Setup_2.0.1.exe を実行して、MF1100を指定すると3mmPLAになります。私がインストールした時はエラー表示が出ましたが、「正常にインストールされました」でOKでした。(プリンター設定にMf-1100が登録されています)
試運転したら・・・
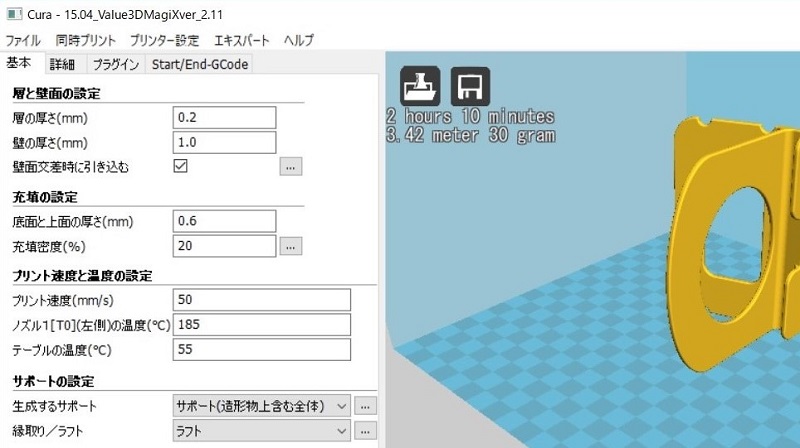
スゴイ。「基本」画面だけで全部管理できます。パラメーターを変えるたびに時間を再計算するし・・・完璧です。 slic3r 1.2.9と少し違うのでテストの必要あり。
Gコードを持ち込んでテストしてきます。
後継機MF-2200D(300x300mm、2ヘッド)
\540000円(税込)raise3Dと同じゾーンですね。
素人には手におえない装置重量50kg(涙)
MF2200Dのスペックを見ると、ヘッド :室温〜240℃(〜280℃対応ならポリカを使えるのに・・・)、テーブル :室温〜85℃。
と思っていいたら、上位機種MF-2500EPが300℃までになっていました。
\1296000円(税込)ムリです。
しばらくは、zortraxM200(290℃まで対応)でガマンする事にします。