trotec レーザー加工機
目次
Speedy300本体での準備作業
trotec Speedy300の基本情報
↑当サイトよりも、こちらの情報を優先してください。
加工エリア(WxD):726 x 432 mm
(参考) A2サイズ:574x420、売り場のアクリル板:545x320mm
*5mm厚までのアクリル板をカット可能
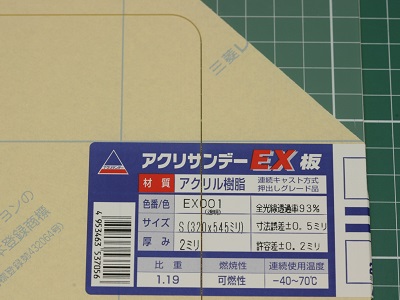
カットするアクリル板(種類)
*接着剤との相性が良い「アクリルサンデー」がお勧めです。
*品揃えの良い店には(硬い?)高級タイプもありますが、実績があるのは通常品(EX板)です。厚さは2mmか、3mm厚が曲げやすいので使い良いです。
イラストレーターccでの作業
PCと、レーザー加工機がUSBケーブルで接続されている事を確認します。
レーザー加工機に接続されたPCに.aiデータを保存したUSBメモリを挿します。
(USBはDドライブでした)
印刷書式を確認
イラストレーターccを操作します。ファイルをUSBから読み込んで全体が赤く見えたら、ほぼ大丈夫です。
イラストレーター全選択(左側一番上の矢印アイコンで斜めにドラッグ)
(1)線パネル→0.001ならOK
*0.001と表示されない場合は問題があるので、「0.001」を手打ち入力します。
(2)カラーパレットでRGBを選択→R:255,G:0,B:0 になっていればOK
*全選択状態で、線幅=0.001、色が「FF0000」又は「255,0,0」です。
データを打ち変えた時は、もう1回全選択して線種と色を確認します。
ファイル→プリント
プリンターとして「トロテック」を指定
*前の人が使った情報が残っています。
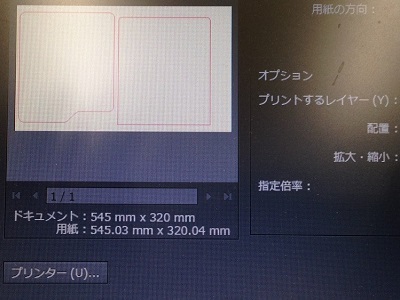
詳細画面で、「解像度:500dpi」、「ドキュメント:545mmx320mm」
になっていればそのまま利用できますが、違っていたら打ち直します。
「プリンター」ボタンをもう一回押して再確認します。
*内容が合っていない場合は、もう1回「プリンター」を押すと反映されます。
*プリンター(出力先)として「トロテック」を指定して、詳細画面で「解像度:500dpi」、「ドキュメント:545mmx320mm」になっている事を確認できたらOKです。
JC(ジョブコントロール)の作業
(タスクバーから)JC(ジョブコントロール)を開く
右側の窓一番上のデータのファイル名を確認して、ダブルクリック
設定→(スパナアイコン)材料テンプレートの設定
*担当の人から使用するテンプレートを指定されると思います。
(t=3.0透明アクリル 上下紙あり)カット運転条件を指定
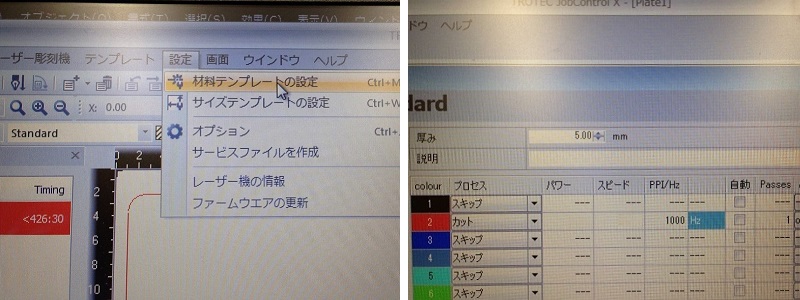
「彫刻」と「カット」
今回は、カットだけなので2番の赤だけですが、彫刻を行う場合はイラストレーターで「黒」塗りつぶしを行います。
*彫刻(透明アクリルの表面を加工して「すりガラス」のようにする)は、レーザーヘッドの移動距離が長くなり、時間がかかります。1平方センチ10秒くらい?
*「彫刻」(黒塗りつぶし)と、カット(赤0.001mm線)が混在するデータは、彫刻が先に実行されます。
パワー、speed、周波数
*周波数は1000で決まりのようです。
パワーとスピードは室温や、材質等の影響を受けるので、都度相談してください。
*一回で切れなかったら、「カット線の繰り返し」で繰り返し作業をします。
時間表示 1:01 (1分1秒)加工時間を確認します。
*カットだけなら、10分を超える事は無いと思います。
*(念のために)PCと、レーザー加工機がUSBケーブルで接続されている事を確認します。
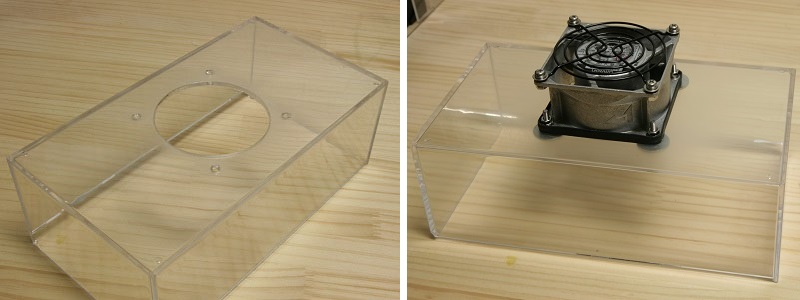
平板以外も加工できます
Speedy300は、最大材料寸法が、800x460x200mmなので、
ティッシュケースのような箱も加工できます。(厚さ120mm以内?)
*品質の悪いアクリル板は、硬さのムラがあるようなので、お勧めできません。

Speedy300本体での準備作業
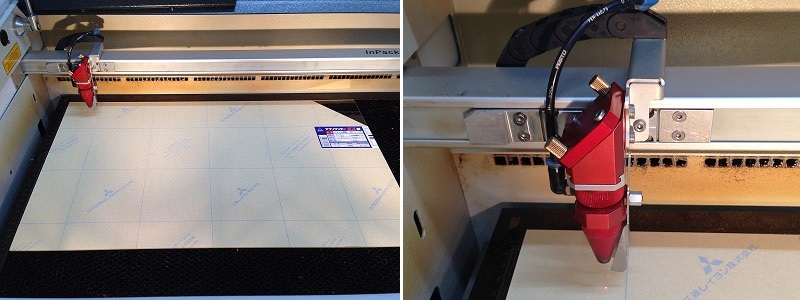
アクリル板をセット
ヘッドが原点(左奥)付近にある事を確認します。原点付近から離れていたら、十字カーソルキーを使ってヘッドを原点(左奥)付近に移動します。
レンズ先端と焦点面の間が50mm程度あれば材料を置く準備はOKです。クリアランスが少なかったら、テーブル上下ボタン(黒背景に茶色▽)でテーブルを下げて、材料(アクリル板)を左上隅に合わせて置きます。
焦点合わせ
金属製の小さな冶具をヘッドに引っ掛けて、テーブルを上昇させます(最後はチョン押し)
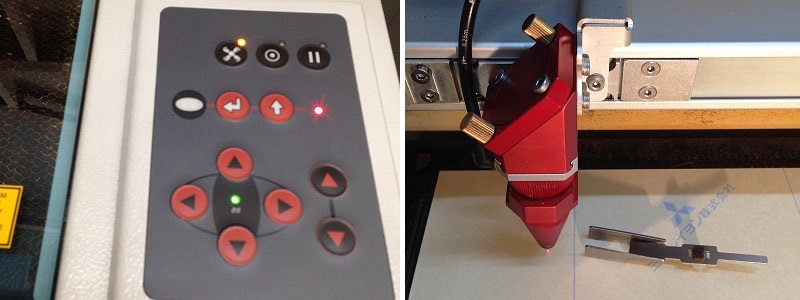
冶具が材料表面にタッチして倒れたら焦点出し作業終了。(ローテクですが、他メーカーのレーザー加工機も同じでした。)
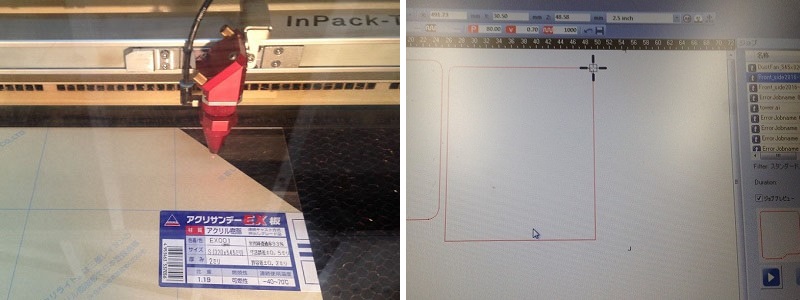
加工範囲を確認
PCの画面でヘッドの位置を確認できるので、十字カーソルキーでヘッドを右奥に移動します。
*紙が無い部分はアクリルの蒸気(ヒューム)が付着するので、なるべく使用しないようにデータを作成します。
*このデータは、右側のカット線を下にずらして紙が無い部分をさけています。
PC画面を確認しながらデータの外側を1回りして、データが材料からはみでていない事を確認します。

スタート!
扉を閉めて、準備完了です。
JC(ジョブコントロール)の
再生アイコン(スタート)をクリック。

切断状況をチェック
透明アクリル板であれば、レーザー光が裏側まで通過している事を確認できます。(裏側でバチバチいっているのが見えればレーザーが貫通している証拠)
右側の写真のように「ボヤッ」と明るくなっているだけの場合は裏側まで貫通していない可能性があります。切れているか?確認するには、加工終了後にアクリル板を持ち上げます。切れていなかったら、もう一回切断を実行します。
*データ上で右クリック→「カット線の繰り返し」
*アクリル板を左奥にきちんと突き当てて置いてあれば、繰り返しできます。